A carbonated drink formula is not a recipe in the culinary sense — it is a precise engineering specification that must remain stable across 12 months of ambient storage, survive high-speed commercial filling at up to 2,000 cans per minute, and reproduce identically across production batches measured in millions of units.
A carbonated drink formula is not a recipe in the culinary sense — it is a precise engineering specification that must remain stable across 12 months of ambient storage, survive high-speed commercial filling at up to 2,000 cans per minute, and reproduce identically across production batches measured in millions of units. For OEM buyers sourcing a private-label carbonated product for the first time, the gap between "I know what I want it to taste like" and "here is a validated, commercially scalable formula" is where most early-stage brands underestimate complexity and overestimate speed. According to Straits Research, the global carbonated beverages market stands at USD 499.33 billion in 2024 with a CAGR of 4.08% through 2033 — a market scale that reflects the commercial stakes of getting product formulation right. This guide walks through every stage of the custom carbonated drink formula development process, from the initial brief to a production-approved final recipe, with technical detail that prepares buyers to work effectively with their OEM manufacturing partner.
Key Takeaways
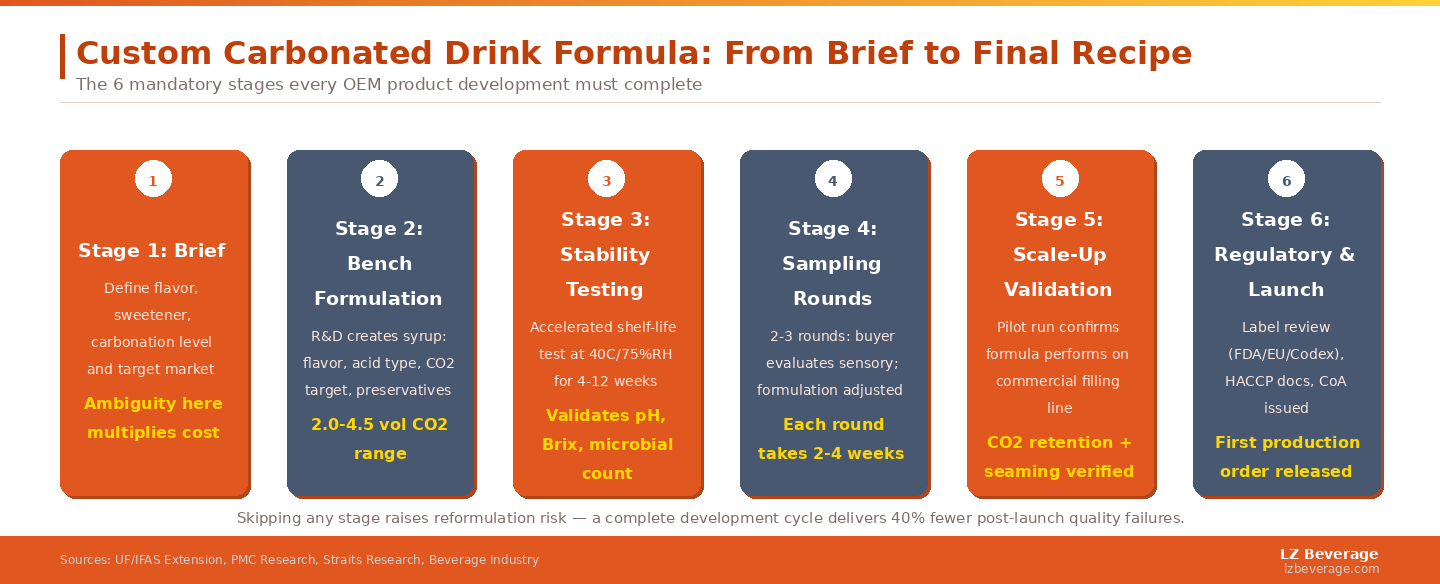
- A complete custom formula development cycle runs 10 to 20 weeks — buyers who compress this timeline account for the majority of post-launch quality failures.
- Six stages are non-negotiable: brief, bench formulation, stability testing, sampling rounds, scale-up validation, and regulatory review.
- pH, Brix, and CO2 volume are the three most commercially critical parameters — each must be confirmed at bench scale, pilot scale, and commercial scale separately.
- Carbonation level is not a stylistic choice — it is a formulation engineering decision that affects acidity, flavor perception, shelf stability, and filling line compatibility.
- Stability testing cannot be shortcut — accelerated testing at 40°C/75% RH for 4 to 12 weeks is the industry-standard proxy for 12-month ambient shelf life.
- The OEM manufacturer's R&D depth matters as much as production capacity — a partner who can conduct in-house stability and pilot-run validation eliminates the need for a third-party formulation lab.
Stage 1: Writing a Formulation Brief That Actually Works
What a Weak Brief Costs You
The most common and costly mistake in OEM carbonated drink development is submitting an ambiguous brief. A brief that says "I want a mango sparkling drink, low sugar, about 250ml" leaves every critical parameter undefined. The R&D team must then make interpretive choices — sweetener type, carbonation level, acid system, flavor concentration, preservative balance — that the buyer will often reject at the first sample round. Each rejected sample round adds 2 to 4 weeks to the timeline. A complete brief, by contrast, specifies: the primary flavor profile and any secondary notes, the target market (because labeling, permitted ingredients, and regulatory standards differ), the sweetener system (sugar at what Brix, or a specific alternative sweetener like stevia or monk fruit at what sweetness equivalent), the carbonation level preference (lightly fizzy at 2.0–2.5 vol CO2, medium at 3.0–3.5, highly carbonated at 4.0–4.5), whether the product must carry a specific label claim (no added sugar, HACCP certified, organic), the target retail price and therefore the allowable ingredient cost per can, and the target fill volume. OEM partners with integrated R&D teams will often provide a structured brief intake form — using this saves weeks of back-and-forth.
Stage 2: Bench Formulation — The Chemistry of a Carbonated Drink
The Six Functional Components of a Carbonated Drink Formula
Every carbonated drink formula is constructed from six functional component categories: water, sweetener system, acid system, flavor system, CO2, and preservatives/additives. Water quality is the most underappreciated variable — hardness, alkalinity, and mineral content all affect flavor and carbonation stability. Water is purified through multi-stage filtration, reverse osmosis, UV treatment, and de-chlorination before entering the syrup preparation stage. The sweetener system determines both caloric profile and flavor release — sugar (sucrose or HFCS) provides better mouthfeel and flavor carrier capacity than high-intensity alternatives, but at a caloric cost that many target markets no longer accept. The acid system — typically citric acid for fruit-flavored formats or phosphoric acid for cola formats — lowers the beverage pH to the target range of 2.8 to 3.5 for carbonated soft drinks, providing both flavor tartness and microbial stability. According to ScienceDirect's carbonated beverage reference, the syrup formulation is considered the most important element of the entire manufacturing process, as it governs flavor, color, shelf stability, and carbonation compatibility simultaneously.
Setting Carbonation Level: A Technical Decision, Not a Taste Preference
Carbonation level is expressed as volumes of CO2 (vol/vol) — the volume of carbon dioxide gas dissolved per volume of liquid. According to the University of Florida IFAS Extension guide to beverage carbonation, standard carbonation levels vary significantly by beverage category: lightly carbonated sparkling waters sit at 2.0–2.5 volumes, standard fruit sodas at 3.0–3.5 volumes, and highly carbonated colas at 4.0–4.5 volumes. CO2 solubility in liquid is determined primarily by temperature and pressure — filling must occur at near-freezing temperatures (2–4°C) under high pressure (approximately 1,400 psi) to dissolve and retain CO2 levels above 3.5 vol. For OEM buyers, carbonation level choice has direct line implications: high-carbonation formulas require specific filling head configurations and seaming specifications that not all production lines handle with equal precision. Confirming that your OEM partner's filling line is calibrated for your target CO2 volume is a prerequisite question before committing to a formulation.
Stage 3: Stability Testing — The Stage That Cannot Be Compressed
What Stability Testing Actually Validates
Stability testing is the process by which a formulation is confirmed to maintain its sensory, chemical, and microbiological properties within specification across its intended shelf life. For commercially distributed canned carbonated drinks, this means validating the product against color change, pH drift, Brix change, microbial count, CO2 retention, and sediment formation over the target shelf-life period of 12 to 18 months. Because real-time testing would delay product launch by over a year, the industry standard for accelerated shelf-life testing involves incubating samples at 40°C with 75% relative humidity, where each 2-week period approximates roughly 4–6 months of ambient storage. Research published in Food Science & Nutrition (PMC) studying carbonated beverages fortified with herbal extracts demonstrated that pH values change significantly over storage periods — a finding that illustrates why stability testing must cover pH drift across the full storage window, not merely at time-zero. A product that passes sensory evaluation at Day 0 but develops off-flavors by Month 4 represents a formulation failure that only accelerated stability testing would catch before launch.
Key Parameters Tested at Each Stability Interval
| Parameter |
Target Range (Typical CSD) |
Why It Matters |
| pH |
2.8–3.5 |
Microbial safety; flavor tartness; preservative efficacy |
| Brix (°Bx) |
Product-specific ±0.3 |
Sweetness consistency; label declaration compliance |
| CO2 Volume |
±0.15 vol of target |
Sensory consistency; consumer perception of quality |
| Microbial count |
<10 CFU/mL (total) |
Food safety; regulatory compliance; spoilage prevention |
| Color (A420nm) |
±5% absorbance drift |
Visual quality; consumer rejection triggers |
| Sediment / Turbidity |
Within clear-product specification |
Appearance quality; potential indicator of separation or precipitation |
Stage 4: Sampling Rounds — Managing the Buyer-R&D Feedback Loop
How to Evaluate a Sample Productively
Most OEM formula development processes involve two to three sample rounds between the R&D team and the buyer. The first sample round establishes the baseline formulation — the buyer evaluates this against their flavor brief and provides structured feedback. Unstructured feedback ("it doesn't taste right") is not actionable; structured feedback ("the sweetness is appropriate but the mango flavor note is too high-pitched and fades too quickly — we need a more rounded, mid-palate expression with some tropical depth") gives the R&D team specific adjustment targets. Between rounds, each iteration takes 2 to 4 weeks at a standard OEM facility. Buyers who evaluate samples under appropriate conditions — chilled to 4°C, served in a clean glass, assessed blind if possible — generate more consistent feedback than those who evaluate room-temperature samples directly from the can after it has been in transit for 72 hours. Temperature profoundly affects carbonated drink sensory perception: the same formula evaluated at 4°C versus 20°C will register different sweetness intensity, different carbonation mouthfeel, and different flavor clarity. Establish your evaluation protocol with your OEM partner before the first sample ships.
Stage 5: Scale-Up Validation — Where Bench Success Meets Commercial Reality
Why Small-Batch Formulas Can Fail at Commercial Scale
A formula that performs perfectly at bench scale of 50 liters may behave differently at commercial-scale batch sizes of 5,000 to 50,000 liters. Mixing dynamics change at scale: shear forces, temperature gradients, and mixing time all affect the final homogeneity of the syrup. Carbonation behavior at commercial filling speeds (600 to 2,000 cans per minute) creates different CO2 nucleation conditions than laboratory-scale filling. Research published in a peer-reviewed study on carbonated beverage foam and bubble quality demonstrates that bubble size distribution, foam stability, and carbonation retention are directly influenced by the chemical composition of the beverage — which means a formula that looks stable at lab fill speeds may exhibit different behavior on a high-speed commercial line. Scale-up validation — a dedicated pilot run on the actual production line at one-quarter to one-half commercial batch size — is the only reliable way to confirm that bench performance translates to commercial-scale consistency. Any OEM partner who offers to skip directly to a full production run without a pilot validation is either highly confident in their process control or underestimating the reformulation risk they are transferring to the buyer.
Stage 6: Regulatory Review and Production Release
The Compliance Documentation Every Buyer Needs Before Launch
A commercially validated formula is not a market-ready product until it has cleared regulatory review for the target market. For export-oriented OEM buyers, this involves several parallel workstreams: ingredient approval (confirming all formula components are permitted under the food additive regulations of the target country), label review (confirming the product name, ingredient list, nutrition declaration, and any health or claims comply with local rules), and food safety documentation (HACCP records, Certificate of Analysis for the production batch, and in some markets a third-party food safety audit report). According to Beverage Industry, health-conscious consumers and regulators are raising the bar simultaneously in 2025 — meaning the compliance burden for new product launches is higher than at any previous point in the past decade. Laizhi Beverage's HACCP certification (established 2017) and export qualification credentials (2018) provide the institutional documentation foundation that buyers in regulated markets require. Explore the LZ Beverage resource hub for more guidance on export documentation and market entry compliance.
Frequently Asked Questions
What is the minimum order quantity (MOQ) for a custom carbonated formula at an OEM factory?
MOQ for a custom carbonated canned product varies by manufacturing partner. Large-scale OEM facilities typically set MOQs between 20,000 and 100,000 cans per SKU for a first production run. More specialized or flexible OEM partners may offer lower MOQs of 5,000 to 10,000 cans at a higher per-unit cost. The right MOQ depends on whether you are testing a new market (lower MOQ to manage risk) or fulfilling a confirmed retail purchase order (where higher MOQ reduces unit cost). Ask your OEM partner for a landed cost comparison at two or three MOQ scenarios before committing, as the economics shift significantly across volume thresholds. For buyers interested in RTD and carbonated drink OEM production, discussing MOQ flexibility at the initial inquiry stage is always recommended.
Can I own the formula developed by an OEM manufacturer?
Formula ownership is a matter of contract, not an automatic right. In most OEM engagements, the buyer owns the formula if they have paid a separate R&D or formulation development fee and the contract explicitly assigns intellectual property rights to the buyer. In contract manufacturing arrangements where the manufacturer develops the formula at no explicit charge (built into production pricing), the formula typically remains the property of the manufacturer. Before any development work begins, clarify in writing whether you will receive full formula documentation (ingredient names, concentrations, processing parameters) and whether you have the right to take that formula to a different manufacturer. This is among the most commercially important terms in any OEM contract and is often overlooked by first-time buyers until they need to switch manufacturers.
How does carbonation level affect the choice of can and lid specification?
Higher carbonation levels generate higher internal can pressure — a formula at 4.5 volumes of CO2 creates approximately twice the internal pressure of a 2.5-volume sparkling water. This affects the can body gauge (wall thickness), the lid seaming specification, and the seamer calibration required on the filling line. Standard 330ml and 250ml aluminum beverage cans are rated for pressures typical of 3.5–4.5 vol CO2 at standard storage temperatures, but the seaming double-seam must be executed within tight tolerances to prevent micro-leaks that allow CO2 to escape during storage. Buyers selecting can format and carbonation level simultaneously should confirm with their OEM partner that the filling line's seamer is maintained and calibrated for the specific pressure profile their formula requires. This technical consultation should happen before finalizing the formulation brief, not after samples are in transit.






